


OLYM METALAbout OLYMWhy customers choose us?About us
-
Rich Experience
Serving global customers
01 -
ISO&TS16949
certificate of quality system
02 -
Competitive Price
Leading technology core
03 -
Value-added Service
Professional/ Dedicated
04 -
Fast Response
7*24 hours
05

OLYM Metal Product Co.,LTD
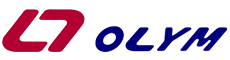
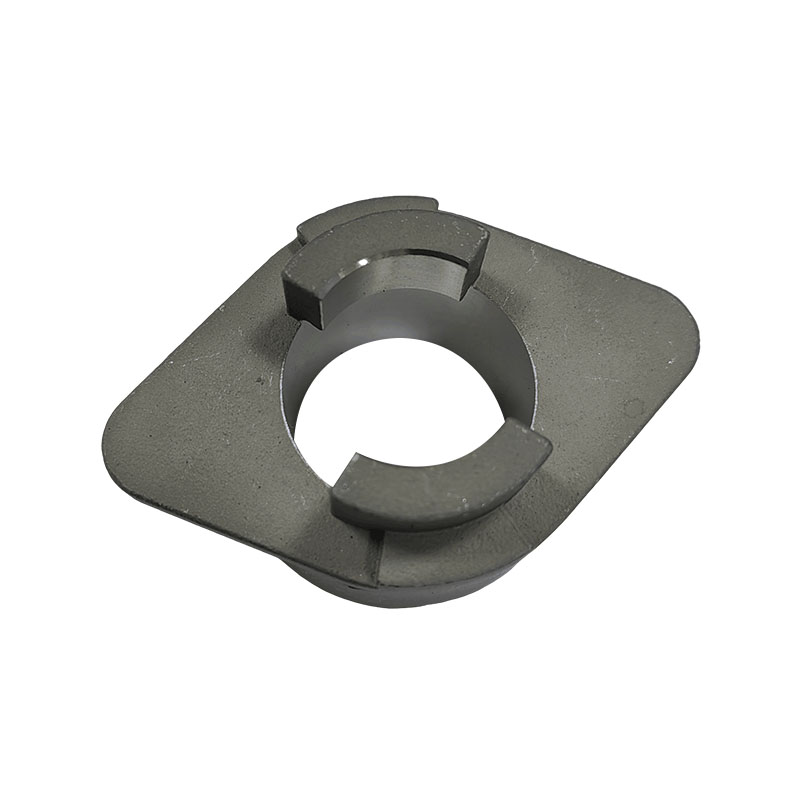
Professional / Trustworthy /2001 OLYM Metal Product Co,Ltd,which founded in 2001,is a high-tech private company ,the member of China Foundry Association, one of the top strong foundry in casting industry. And in the sports industry we are the only protective mask supplier designated by Rawlings. OLYM adopts advanced all silicon sol investment casting technology, produce all kinds of Ferrous casting,such as stainless steel casting,carbon steel casting ,alloy steel casting (alloy steel casting ,tool steel casting , wear-resistant alloy steel parts ,heat-resistant alloy steel investment casting parts),and other metal casting , mainly include automotive castings , mechanical components ,vehicle casting parts, marine hardware,valve casting ,pump casting and other precision engineered components, with an annual production ...Read more























OLYM METALApplicationTake customer satisfaction as the purposeapplication

Transportation
OLYM is China foundry produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 different compositions of S...
Pulp & Paper
OLYM is China lost wax casting manufacturer produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy, Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 diff...
Instrumentation Industries
OLYM is China investment casting factory produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agricuture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 different...
Petrol-Chemical
OLYM is one of the lost wax casting suppliers produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agricuture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 diff...
Texitile Machine
OLYM is China investment casting manufacturer produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 dif...
Food & Diary Industry
OLYM is one of the silica sol investment casting manufacturers produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agricuture Machinery, Pumps & Valves ,Sports and other hardware Accessori...
Agriculture Machinery
OLYM is one of the precision casting manufacturers produces 100% silica sol investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy, Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessor...
Pump & Valves
OLYM is one of silica sol investment casting suppliers produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Ove...
Sports
OLYM is China investment casting manufacturer produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agriculture Machinery, Pumps & Valves ,Sports and other hardware Accessories. Over 200 dif...
Hardware Accessories
OLYM Metal Product Co.,LTD is a precision casting manufacturer produces 100% investment casting used in the Transportation, Pulp & Paper, Instrumentation Industries, Petro-Chemical ,Textile Machinery, Food & Dairy,Agricuture Machinery, Pumps & Valves ,Sports and other hardware Accessori...Read more
OLYM METALNewsBased on management norms and guided by market demandnews

4/29/2024 4:14:02 PM
The use of 17-4PH stainless steel in silica sol investment casting processes

4/8/2024 12:00:00 AM
Quality with OLYM CASTING: Your Trusted Partner in Investment Casting

3/8/2024 3:37:27 PM
Why our investment casting factory called OLYM?

10/3/2023 6:09:22 PM
3D printing &Investment Casting For Bicycle Industry

9/1/2023 3:19:11 PM
Advancements in Automotive casting market with Silica Sol Investment Casting
7/20/2023 3:40:20 PM
Advancements in Medical Industry with Ferrous Metal Silica Sol Investment Castings

6/22/2023 4:50:11 PM
How Silica Sol Investment Casting Delivers High-Quality Precision Components?

5/18/2023 3:05:18 PM